As long as that pace includes zero. (Ever notice I like to use alliteration if I can find one?)
When
I last talked about the big CNC conversion project (aside from the Great Ball Nut Removal Tool Fiasco), I had completed the long hole down the cross slide to bring oil to the middle of the slide from a fitting that will go in on the right end. The two eighth inch holes crossed. Since then I've been drilling the rest of the oil holes and am finally getting ready to start tapping holes and connecting oil fittings. The right end of the slide looks like this now.

The long hole is visible in the upper right. It's going to get tapped for a straight oil fitting that sends the oil pumped down that hole to the 1/8" channel and to the surface. The big hole you see is from an "R" drill bit (0.339") and goes in a couple of inches. The 1/8" hole extends from there. In the middle of this picture you'll see another large hole approximately centered between and below the two cap screws. This is the same size hole and will be tapped for another one of those fittings. That large hole is connected to another 1/8" hole to drain a little oil in that line down onto the ways that it's sitting on. There's a matching pair of holes like that on the opposite end of the slide so that both "Y" ways get oiled. The big R holes each get a screw-in, 1/8"-27 NPT fitting.
The front required a little "shuckin' and jivin'" - making it up on the fly.

Hard to see in this picture, but there are two threaded holes in the middle of the front of the slide. Their sole purpose in life is to hold a plastic indicator that marks the centerline of the slide so that when they're cranking the table by hand, an operator can read a scale that shows how far off center the table is. I had to drill a hole between them, and just used a number Hoss rattled off. Hoss put his in too high and the tap broke the surface above it, in front of the oil groove. He had to grind his oil fixture flush with the surface of the way and make sure it was flat and won't mess up his X axis. So he said to knock that hole down to about 0.3" from the surface allow the fitting to not break the surface, and it would do that. Unfortunately, the big hole I drilled overlapped the existing top screw hole and I'll have to patch that with Bond-o or something. There's a hole visible in the middle of the oil groove right above that tubing fixture and a vertical 1/8" hole that allows oil to pump up into this oil groove.
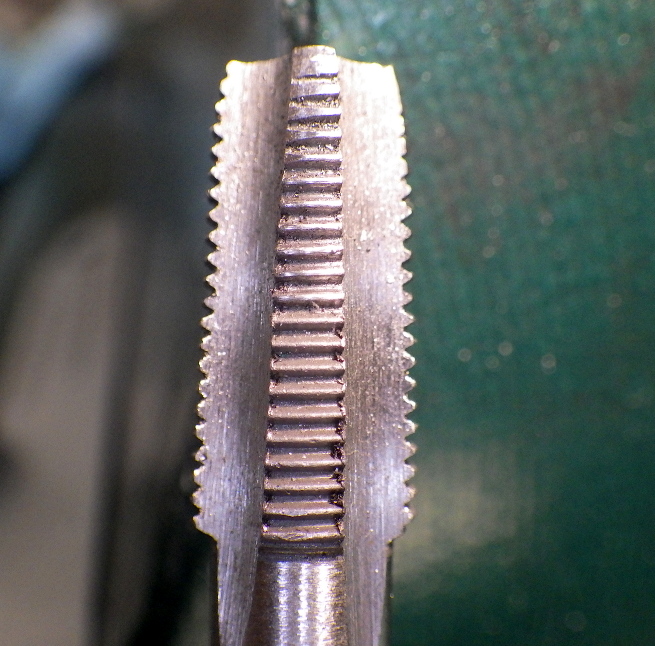
Unfortunately, this is as far as I get for a few days. My 1/8-27 tap is a piece 'o crap and barely cuts the cast iron. The cast iron wore away as much of the tap as the tap cut cast iron. I need a better tap.
Gosh, this tap was in a Horrible Freight Tap and die set -
this one, I think. The fact that the "40 piece set" cost less than half of what some of the "real" taps I'm looking at cost should be a clue. And some of the good taps would buy about 20 of those sets. I'm actually surprised all the other taps in the set worked as well as they have, but to be honest, I think they've always been used in aluminum.
The best case is that a new tap gets delivered Monday or Tuesday; the local Grainger doesn't have one in stock. Time to study some more on how this whole thing goes back together. Maybe the Orange or Blue Borg has one.


I tend to be a bit leery of anything Harbor Freight sells. The HUGE metric tap and die set I bought when I boogered up some threads on the Supra seems to be of good quality, but then I only used one tap and the matching die.
ReplyDeleteCast iron is always a pain to tap. What do you use for lube?
I'd say half of the guys I read say to tap it dry and the other says to use light oil. I use light oil - Tap Magic.
DeleteYou surely know by now that Ace is the place with the helpful hardware, man:
ReplyDeletehttp://www.acehardware.com/product/index.jsp?productId=1290751
I've got congratulate you on finding that, Mark. I was at their web site and couldn't find one. Searched on the exact wording, and several other options.
DeleteTime to get on the phone and see if any of the local stores have one!
Consider that my Christmas present to you. And a Happy New Year as well!
DeleteAnd if none of them have any, I would bet that Travis does:
Deletehttp://www.travishardware.net/
though that might be a little further afield than you prefer...
My closest/most convenient Ace had one. Hard to get better than that.
Deletehttps://www.youtube.com/watch?v=VI6dsMeABpU
DeleteCute (and true!) And I'm slipping by not wishing you a Happy New Year as well.
DeleteI hear that taps made from HSS (High Speed Steel) are better. Not because you run a tap at a speed that benefits from the greater hardness when red hot, but because HSS is stronger and thus the edge can be sharper.
ReplyDeleteThat's my understanding also. It's a better material.
DeleteThe cheap ones are labeled as "carbon steel", as is the better one from Ace that Mark pointed out. Unfortunately, that term is pretty meaningless. All steel has carbon; that's the definition of steel. The new tap says "high carbon steel" which isn't well defined either. We can assume things about it, but the term doesn't really tell us much.
If you go to a major tool supplier like Grainger or MSC or someone, you'll find a bit more detail: cobalt steel, or vanadium steel, but a lot are "just" called HSS and they vary in price wildly.
If'n I was fussy about a tap, I would go here first:
Deletehttps://www.mcmaster.com/#standard-taps/=15p88p5
but if'n I was just looking for something to be able to use one or two times this weekend, I would hit a local hardware store like Ace or TrueValue or S.F. Travis. Stores like that don't stay in business by selling junk that won't hold up...
Especially Travis. Have you ever been there? It's worth a trip to see an old-time hardware store that still is successful. They aren't going to have much in the way of IoT toys, but they have a HUUUGE selection of stuff that works.
My use is a lot closer to "one or two times this weekend" than regular, daily use. If I was a pro, I'd get a really good tap, and questions like this wouldn't come up.
DeleteI had the other 1/8-27 tap in my box for around 10 years and never used it once.
I haven't been in Travis' store in a few years, which probably means closer to 10 than 5, but I don't remember exactly. I'm sure it hasn't changed much - which is what was great about it.
And there are several grades of HSS, to complicate matters.
ReplyDeleteWAY back when I was a young 'un, kerosene was commonly used to tap cast iron, depending on what grade of cast iron it was.
Some of the graphite-loaded, like "grey" and ductile, cast iron taps pretty easily dry.
I generally use Tap Magic for just about everything these days.